
Die Einführung einer Mehrmaschinenbedienung kann ein erhebliches Kostenpotenzial darstellen. Ob sich aber Ihr Teilespektrum dafür eignet, ist schwierig zu bestimmen. Eine Möglichkeit für eine Prüfung ist die Ablaufvisualisierung.
Mit einer Ablaufvisualisierung oder Ablaufsimulation prüft man virtuell, ob sich ein Teilespektrum für eine Mehrmaschinenbedienung eignet oder nicht. Die notwendigen Voraussetzungen habe ich im Artikel Ablaufsimulation für die Mehrmaschinenbedienung beschrieben.
Eine Simulation ist i. d. R. nur mit spezieller Software möglich. Einige Beispiele für Simulationssoftware ist im Anhang unter Links zusammengefasst. Um eine Software nutzen zu können und auch richtige und verlässliche Ergebnisse zu erhalten, ist Expertenwissen nötig. Das kann für einfache Aufgabenstellungen einen erheblichen Aufwand bedeuten. Dafür liefert die Simulation aber eine große Bandbreite von Ergebnissen.
Eine Alternative…
Ist aber im eigenen Unternehmen keine Simulationssoftware und kein Expertenwissen für die Bedienung vorhanden oder man benötigt diese Informationen nicht alle, gibt es möglicherweise eine Alternative.
Ich möchte hier zeigen, wie mit einfachen Mitteln eine Antwort auf die Frage, wie die Einsatzmöglichkeit einer Mehrmaschinenbedienung im Fall von 2 Maschinen, die durch einen Mitarbeiter bedient werden, simuliert werden kann.
Simulation ist hier aber nicht genau das, was man vielleicht erwartet. Es ist keine Animation der Vorgänge – mit bewegten Werkern oder Bauteilen – sondern eine Visualisierung des zeitlichen Ablaufs der unterschiedlichen Tätigkeiten und Zustände von Mitarbeiter und Maschine in einem Zeitdiagramm.
Die Datengrundlage ist eine beliebige Produktionsreihenfolge für die beiden Maschinen. Damit sich Abläufe berechnen lassen, werden Zeitanteile von Mitarbeiter und Maschine benötigt. Ich verwende hier neben der klassischen tr und te, Zeitanteile für das Ein- und Auslegen der Bauteile in die Maschine und einen Block für hauptzeitparallele Tätigkeiten.
- Rüstzeit tr
Zeitdauer in der die Maschine für den nächsten Auftrag vorbereitet wird. Während dieser Zeit findet keine Produktion statt. Das Rüsten muss durch den Mitarbeiter ausgeführt werden - Einsatzzeit te
Zeitdauer, in der Mensch und Maschine 1 Bauteil herstellen können. Sie setzt sich zusammen aus:
te = Einlegen + Bearbeitung + Auslegen - Hauptzeitparallele Zeit
Zeitdauer, die der Mitarbeiter für 1 Bauteil parallel zur Bearbeitung durchführen muss. Beispielsweise ein Messvorgang des vorherigen Bauteils.
Eine Aufstellung für eine Maschine A könnte so aussehen:

Möchte man nun wissen, ob die beiden Maschinen sinnvoll von einem Mitarbeiter bedient werden können, liegt ein großer Berg Arbeit vor einem. Man muss die einzelnen Zeitanteile nach Ihrem festgelegten Regelwerk in einen Zeitstrahl eintragen.
Ein Regelwerk…
Ein Regelwerk besteht aus Anweisungen, die Sie auch einem Mitarbeiter geben würden. Die Grundanweisungen sind die Hauptabläufe: Rüsten, Teil einlegen, Maschine starten, hauptzeitparallele Tätigkeiten ausführen, Warten, Teil auslegen und so weiter.
Mit Detailanweisungen werden spezifische Themen geregelt und könnten z. B. so aussehen:
- Hauptzeitparallele Tätigkeiten werden immer gleich nach dem Einlegen durchgeführt und werden nicht unterbrochen
- Wartet die andere Maschine, wird diese erst bedient und dann erst weitere Arbeiten ausgeführt (z. B. die hauptzeitparallele Tätigkeit durchgeführt)
- Läuft die Maschine, an welcher der Mitarbeiter gerade ist, und die andere steht, wird zur anderen Maschine gewechselt (d. h. hin gegangen)
Mit diesen Regeln kann jetzt das Eintragen der Zeitanteile in ein Zeitdiagramm beginnen. Gestartet wird mit der Rüstzeit der ersten Maschine. Das erfolgt durch den Werker. Als nächstes kommt das Einlegen des ersten Bauteils, ebenfalls durch den Werker. Dann beginnt für die Maschine die Bearbeitung. Dieser Zeitanteil kommt in die Zeile für Maschine A. Jetzt kann der Werker zur anderen Maschine gehen. Dafür fällt aber auch Zeit an. Für die Berechnung benötigen Sie den Weg und die normale Gehgeschwindigkeit (z. B. 2 km/h). Tragen Sie diesen Zeitanteil beim Werker ein. Dann kann das Rüsten für die Maschine B beginnen.
Und so weiter und so weiter.

Für eine lange Produktionsreihenfolge kann dieses Vorgehen sehr zeitaufwändig werden. Das gilt im Besonderen, wenn mehrere Aufträge oder Auftragsmengen simuliert weden sollen. Der Sinn der Simulation ist nämlich auch, dass die Auftragsreihenfolge variiert werden kann und erkannt wird, ob mit einer anderen Reihenfolge ein besseres Ergebnis erreicht werden kann. Daraus können wiederum weitere Regeln für den täglichen Betrieb gelernt werden.
Das bedeutet aber einen noch höheren zeitlichen Aufwand.
Unterstützung…
Für diesen Fall möchte ich ein Hilfsmittel vorstellen. Es setzt genau an diesem Punkt an. Aus meinen vorherigen Artikeln wissen Sie vielleicht, dass ich der Meinung bin, dass es für die meisten Probleme besser ist, wenn Sie diese selber anpacken. Nur auf diese Weise können wir lernen und uns weiterentwickeln.
Dazu gab es in der FAZ auch einen herrlichen Artikel von Gunter Dueck (Wilddueck) mit dem Titel „Wir lassen uns helfen, bis wir dumm sind“. Den Link dazu finden Sie im Anhang.
Deshalb setze ich gerne Software ein, mit der man sowieso arbeitet. Man kann sich dadurch auf das Problem konzentrieren und nicht auf die Software.
In diesem Fall ist für mich Microsoft Excel die beste Wahl. Durch seine integrierte Programmierumgebung kann Excel zu fast allem erweitert werden. Hier bekommt es neue Funktionen zum automatischen Erstellen von Zeitdiagrammen für die Einzelmaschinenbedienung und Mehrmaschinenbedienung.
Alle erforderlichen Daten können in die vorbereitenden Tabellen eingetragen und in der Simulation variiert werden.
- Tabelle Vorgaben: Einstellungen für Parameter (z. B. Gehgeschwindigkeit)
- Tabelle Auftragsreihenfolgen: Die bereits beschriebenen Zeitdaten und Reihenfolge für die Maschinen A und B
- Tabelle Zeitdiagramm: Hier ist das eigentliche Arbeitsumfeld für die Simulation – Starten und Ergebnisse anzeigen
Ein Beispiel…
Im Folgenden zeige ich die Vorgehensweise an einem Beispiel zur Untersuchung einer Mehrmaschineneignung eines Auftragsmixes. Sie finden die Beispieldaten und die Berechnungssoftware zusammen in einer Excel-Datei Ablaufvisualisierung.xlsm. Der Download-Link dazu ist am Ende des Artikels.
Im Beispiel werden auf den beiden Maschinen verschiedene Bauteile „produziert“. Die Aufgabe ist herauszufinden, ob sich dieses Auftragsspektrum für eine Mehrmaschinenbedienung eignet.
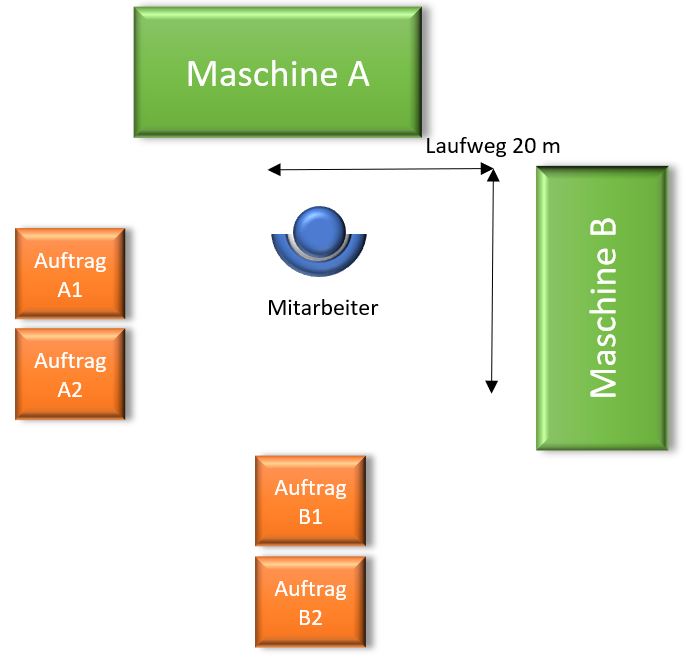
Ausgangsdaten
Ein Layout der Maschinen könnte wie in der Abbildung aussehen. Der Laufweg für den Mitarbeiter von Maschine A zu Maschine B beträgt ca. 20 m, die Gehgeschwindigkeit wird auf 2 km/h festgelegt. Diese beiden Werte werden in der Tabelle Vorgaben eingetragen.
In der Tabelle Auftragsreihenfolge befinden sich Aufträge für die beiden Maschinen A und B. Die Gesamtzeit T für den Vergleichszeitraum ist im Beispiel ähnlich mit ca. 380 min gewählt.
Simulation
Die Steuerung und die Ergebnisse der Simulation befinden sich in der Tabelle Zeitdiagramm. Die Berechnung wird über 2 Schaltflächen gesteuert. Berechnen startet die Simulation und Löschen entfernt das Zeitdiagramm wieder.
Damit ein Vergleich aber überhaupt möglich wird, stellt das Tool auch die Daten der Einzelmaschinenbedienung mit 2 Mitarbeitern als Zeitdiagramm dar.
Das Ergebnis für die Einzelmaschinenbedienung sieht für den gesamten Zeitraum so aus:

Je nach Umfang der Auftragsreihenfolge wird ein entsprechend langes Zeitdiagramm erstellt. Die Farben symbolisieren die entsprechenden Tätigkeiten oder Prozesse.

Interpretation der Ausgabe
Im Detail sieht man über die freien Bereiche, welche Wartezeiten z. B. für den Werker vorhanden sind. In dem Abschnitt aus der nächsten Abbildung erkennt man gut, dass der Werker 1 noch eine Wartezeit hat. Werker 2 hat so gut wie keine Wartezeiten mehr. Das wäre ein Indiz für eine ungeeignete Mehrmaschinenbedienung.

Analog erstellt das Tool die gleiche Darstellung für die Mehrmaschinenbedienung mit den definierten Regeln für den Werker.

Blickt man hier auf den gleichen Startbereich wie bei der Einzelmaschinenbedienung, ist zu erkennen, dass die geringe Wartezeit an Maschine B eine große Auswirkung hat. Sie sorgt für lange Unterbrechungen der Bearbeitungszeit, da immer auf den Werker gewartet werden muss.

Ähnlich verhält es sich bei den Rüstzeiten. Je länger sie werden, desto mehr Unterbrechungen der Bearbeitungszeit gibt es. Bei der Mehrmaschinenbedienung aber mit einer größeren Auswirkung. Die Unterbrechung gilt für beide Maschinen.
In diesem Zeitausschnitt ist eine Mehrmaschinenbedienung nicht optimal geeignet. Verbessert werden kann die Situation, wenn die Rüstzeiten oder die hauptzeitparallele Tätigkeiten gesenkt werden könnten.
Vergleicht man den gesamten Zeitraum der beiden Auftragsreihenfolgen, ergibt sich dieses Ergebnis.

In der Einzelmaschinenbedienung sind alle Aufträge an beiden Maschinen in ca. 380 min (377 min und 373 min) abgeschlossen. Bei der Mehrmaschinenbedienung werden schon 511 min und 481 min benötigt. Die Laufzeit des Gesamtsystems ist also um 31% (28% für Maschine A bis 35% für Maschine B) höher.
Ausblick
Jetzt kann man konkret entscheiden, ob diese längere Laufzeit akzeptiert werden kann. Ist die Einsparung des Lohnanteils für den zweiten Mitarbeiter größer als die Aufwendungen für die längere Laufzeit?
Man sieht aber auch, an welchen Einflussgrößen Verbesserungen der Mehrmaschinenbedienung erreicht werden können. Würden in diesem Beispiel die Rüstzeiten halbiert werden können, z. B. durch die Mithilfe eines 2. Mitarbeiters nur für den Rüstvorgang, wäre eine Reduzierung der Gesamtzeit von 31% auf 18% möglich.
Auch die Auftragsreihenfolge hat einen großen Einfluss. Wenn die Position der Gehäuse ans Ende der Reihenfolge verschoben wird, erreicht man schon eine Verkleinerung der Gesamtzeit von 31% auf 27%.
Probieren Sie es doch in Ihrem Fall einfach aus. Ich wünsche Ihnen viel Spaß beim Optimieren!
Download

Excel-Vorlage mit Makros für die Simulation einer Einzel- und Mehrmaschinenbedienung mit automatischen Zeitdiagrammen
Übrigens: Schauen Sie sich doch den Makro einmal genauer an. Er ist nicht mit einem Kennwort geschützt. Er hat (leider) noch keine Künstliche Intelligenz und ist mit ein wenig Programmierkenntnissen bestimmt noch besser auf Ihre Regeln hin anpassbar.
Hinweise zu Excel-Makros und das Internet









Pingback: Ablaufsimulation für die Mehrmaschinenbedienung – Tech+Code
Pingback: Automatische Ablaufvisualisierung mit Zeitdiagrammen – tangielskyblog